
 2026-05-08
2026-05-08 การผลิตเพลาขับ เป็นกระบวนการออกแบบ ขึ้นรูป กลึง ประกอบ และทดสอบส่วนประกอบทางกลที่หมุนได้ซึ่งส่งแรงบิดและกำลังหมุนจากเครื่องยนต์หรือมอเตอร์ไปยังล้อ เพลา หรือส่วนประกอบขับเคลื่อนอื่น ๆ เพลาขับ หรือที่เรียกว่าเพลาใบพัด เพลาค้ำ หรือเพลาขับ ขึ้นอยู่กับการใช้งาน จะต้องรับภาระแรงบิดสูงไปพร้อมๆ กัน ต้านทานการโค้งงอภายใต้แรงไดนามิก ทำงานที่พิกัดความเผื่อสมดุลที่แม่นยำ และทนทานต่อการโหลดความล้าแบบวนเป็นรอบโดยไม่เกิดความเสียหายเป็นเวลาหลายปี การทำให้กระบวนการผลิตถูกต้องจึงไม่ใช่แค่เรื่องของการตัดโลหะเพื่อให้ได้รูปทรงเท่านั้น โดยต้องมีลำดับการเลือกวัสดุที่ควบคุมอย่างเข้มงวด การขึ้นรูป การตัดเฉือนที่มีความแม่นยำ การอบชุบด้วยความร้อน การตกแต่งพื้นผิว การประกอบ และการตรวจสอบคุณภาพอย่างเข้มงวด
เพลาขับถูกนำมาใช้ในการใช้งานที่หลากหลาย เช่น รถยนต์นั่งส่วนบุคคล รถบรรทุกเพื่อการพาณิชย์ เครื่องจักรกลการเกษตร กระปุกเกียร์อุตสาหกรรม ระบบขับเคลื่อนทางทะเล ระบบขับเคลื่อนการบินและอวกาศ และกังหันลม ล้วนอาศัยเพลาขับที่ผลิตขึ้นซึ่งมีขนาด วัสดุ และข้อกำหนดด้านประสิทธิภาพที่แตกต่างกัน แม้ว่ากระบวนการเฉพาะจะแตกต่างกันไปตามการใช้งาน แต่ความท้าทายพื้นฐานในการผลิตก็สอดคล้องกัน นั่นคือ การบรรลุความแม่นยำของขนาดที่ต้องการ ความแข็งแรงทางกล ความแข็งแบบบิด และความสมดุลในการหมุนภายในเป้าหมายต้นทุนและอัตราการผลิต
บทความนี้จะอธิบายเกี่ยวกับกระบวนการผลิตเพลาขับแบบสมบูรณ์ ตั้งแต่การเลือกวัตถุดิบจนถึงการตรวจสอบขั้นสุดท้าย ครอบคลุมทั้งการผลิตเพลาขับในยานยนต์และการผลิตเพลาทางอุตสาหกรรม พร้อมรายละเอียดเชิงปฏิบัติเกี่ยวกับอุปกรณ์ กระบวนการ ความคลาดเคลื่อน และการควบคุมคุณภาพที่เกี่ยวข้องในแต่ละขั้นตอน
วัสดุที่เลือกสำหรับเพลาขับจะกำหนดความแข็งแรง น้ำหนัก อายุการใช้งานความล้า ความสามารถในการแปรรูป และต้นทุน ผู้ผลิตเพลาขับเลือกจากวัสดุหลายประเภท ขึ้นอยู่กับความต้องการแรงบิด ความเร็วในการทำงาน เป้าหมายน้ำหนัก และปริมาณการผลิตของการใช้งาน
เหล็กกล้าคาร์บอนและโลหะผสมยังคงเป็นวัสดุหลักสำหรับการผลิตเพลาขับในอุตสาหกรรมยานยนต์ รถบรรทุก และอุตสาหกรรม เหล็กกล้าคาร์บอนปานกลาง เช่น SAE 1045 ถูกนำมาใช้กันอย่างแพร่หลายสำหรับเพลาตันในการใช้งานที่มีแรงบิดต่ำ เนื่องจากมีการผสมผสานที่ดีระหว่างความแข็งแรง ความเหนียว และความสามารถในการขึ้นรูปด้วยต้นทุนที่ค่อนข้างต่ำ สำหรับการใช้งานที่มีแรงบิดสูงขึ้นหรือวิกฤตต่อความล้า จะมีการระบุเหล็กกล้าโลหะผสม เช่น SAE 4140 (เหล็กกล้าโครเมียม-โมลิบดีนัม) และ SAE 4340 (เหล็กกล้านิกเกิล-โครเมียม-โมลิบดีนัม) เกรดเหล่านี้พัฒนาผลผลิตและความต้านทานแรงดึงที่สูงขึ้นอย่างมีนัยสำคัญหลังจากการอบชุบด้วยความร้อน โดยปกติแล้ว 4140 จะให้ความแข็งแรงของผลผลิต 650–1,000 MPa ขึ้นอยู่กับการอบชุบด้วยความร้อน ในขณะที่ 4340 สามารถเข้าถึง 1,400 MPa หรือสูงกว่าในการใช้งานด้านการบินและอวกาศและการแข่งรถที่มีความต้องการสูง เหล็กชุบแข็งเคส เช่น SAE 8620 ถูกนำมาใช้เมื่อต้องการพื้นผิวแข็งที่ทนทานต่อการสึกหรอรวมกับแกนที่แข็งแกร่ง เช่น ในเพลาขับแบบมีร่องที่ต้องต้านทานการสึกกร่อนและการสึกหรอที่ส่วนต่อประสานของร่องฟัน
เพลาขับของยานยนต์และรถบรรทุกส่วนใหญ่ใช้ท่อเหล็กกลวงมากกว่าแท่งตัน ท่อกลวงให้ความแข็งและความแข็งแรงในการบิดเกือบเท่ากับเพลาตันที่มีเส้นผ่านศูนย์กลางภายนอกเท่ากัน แต่มีน้ำหนักเพียงเล็กน้อย เนื่องจากความเค้นบิดจะสูงที่สุดที่พื้นผิวด้านนอก และวัสดุที่อยู่ตรงกลางมีส่วนทำให้เกิดความต้านทานต่อแรงบิดเพียงเล็กน้อย ท่อเหล็กรีดเย็นไร้ตะเข็บ (โดยทั่วไปคือ 1026 หรือ 1020 DOM — วาดบนแมนเดรล) เป็นมาตรฐานสำหรับการผลิตท่อเพลาขับในยานยนต์ ความหนาของผนังท่อ เส้นผ่านศูนย์กลางภายนอก และเกรดเหล็กจะถูกเลือกโดยการคำนวณความเค้นบิดและแรงดัดงอ เพื่อให้ตรงตามข้อกำหนดแรงบิดและความเร็ววิกฤตของยานพาหนะ
เพลาขับอะลูมิเนียม ซึ่งส่วนใหญ่ผลิตจากท่อโลหะผสม 6061-T6 หรือ 7075-T6 ช่วยให้น้ำหนักลดลง 60-65% เมื่อเทียบกับเพลาเหล็กที่เทียบเท่ากัน การลดน้ำหนักนี้ช่วยปรับปรุงการประหยัดน้ำมันเชื้อเพลิงของยานพาหนะ ลดความเฉื่อยในการหมุน (ปรับปรุงการตอบสนองการเร่งความเร็ว) และลด NVH (เสียงรบกวน การสั่นสะเทือน ความกระด้าง) โดยการเพิ่มความเร็ววิกฤตของเพลา การผลิตเพลาขับอะลูมิเนียมเป็นเรื่องปกติในยานยนต์สมรรถนะสูง รถบรรทุกขนาดเล็ก และการใช้งานในการแข่งรถ ความท้าทายหลักในการผลิตอะลูมิเนียมคือการบรรลุข้อต่อที่เชื่อถือได้หรือข้อต่อปลาย — ความแข็งแรงที่ต่ำกว่าของอะลูมิเนียมต้องใช้การออกแบบข้อต่ออย่างระมัดระวัง โดยมักใช้การเชื่อมแบบเสียดสีหรือวิธียึดแบบกดพอดีและโบลต์ แทนที่จะเชื่อมแบบอาร์คทั่วไป
เพลาขับโพลีเมอร์เสริมคาร์บอนไฟเบอร์ (CFRP) มีความแข็งจำเพาะสูงสุดและน้ำหนักต่ำสุดเมื่อเทียบกับวัสดุเพลาขับใดๆ ทำให้เพลาขับเหล่านี้เป็นตัวเลือกที่ต้องการในการใช้งานยานยนต์ประสิทธิภาพสูง มอเตอร์สปอร์ต และการบินและอวกาศที่น้ำหนักและไดนามิกในการหมุนเป็นสิ่งสำคัญยิ่ง การผลิตเพลาขับ CFRP ใช้การพันเส้นใย ซึ่งเป็นกระบวนการที่เส้นใยคาร์บอนไฟเบอร์ที่ชุบด้วยอีพอกซีเรซินถูกพันไว้บนแมนเดรลในมุมที่แม่นยำเพื่อพัฒนาความแข็งในการบิดและการดัดงอตามที่ต้องการ ตามด้วยการบ่มในหม้อนึ่งความดันหรือเตาอบ อุปกรณ์ปลายโลหะจะถูกเชื่อมติดและยึดด้วยกลไกเข้ากับท่อคอมโพสิต เพลาคาร์บอนไฟเบอร์สามารถบรรลุความเร็ววิกฤตได้สูงกว่าเพลาเหล็กที่เทียบเท่ากัน 2-3 เท่า ช่วยให้เพลาขับแบบชิ้นเดียวสามารถแทนที่ชุดประกอบเหล็กสองชิ้นในการใช้งานที่ยาวนานขึ้น
กระบวนการผลิตเพลาขับที่สมบูรณ์เกี่ยวข้องกับการดำเนินการตามลำดับหลายครั้ง แต่ละขั้นตอนสร้างขึ้นจากขั้นตอนก่อนหน้า และการควบคุมคุณภาพในขั้นตอนกลางถือเป็นสิ่งสำคัญเพื่อหลีกเลี่ยงข้อผิดพลาดแบบประสมที่ส่งผลต่อประสิทธิภาพของผลิตภัณฑ์ขั้นสุดท้าย
วัตถุดิบจะถูกส่งถึงผู้ผลิตเพลาขับในรูปแบบสต็อกแท่งที่ตัดตามความยาว ท่อไร้รอยต่อ หรือท่อขด ขึ้นอยู่กับวิธีการผลิต ใบตัดเลื่อยเย็นหรือล้อตัดแบบขัดจะตัดวัสดุให้มีความยาวหยาบโดยมีค่าเผื่อการตัดเฉือนเพียงเล็กน้อย ปลายตัดจะถูกลบคมเพื่อขจัดขอบคมที่อาจสร้างความเสียหายให้กับเครื่องมือปลายน้ำหรือสร้างความเข้มข้นของความเค้น สำหรับเพลาท่อกลวง ความตรงของท่อจะได้รับการตรวจสอบในขั้นตอนนี้ - ท่อที่มีส่วนโค้งมากเกินไปจะถูกปฏิเสธหรือยืดให้ตรงก่อนดำเนินการต่อไป เนื่องจากความตรงของท่อส่งผลโดยตรงต่อการหมุนหนีศูนย์และความสมดุลของเพลาสุดท้าย
อุปกรณ์ส่วนปลายของเพลาขับ — แอก หน้าแปลน และเพลาก้าน — โดยทั่วไปแล้วจะผลิตแยกกันโดยการตีร้อนหรือการตีเย็นก่อนที่จะติดเข้ากับท่อ การตีเหล็กด้วยความร้อนจะทำให้เหล็กแท่งยาวร้อนถึง 1,100–1,250°C และขึ้นรูปภายใต้แรงกดสูงในชุดแม่พิมพ์ การตีขึ้นรูปร้อนทำให้ชิ้นส่วนมีการไหลของเกรนที่ดีเยี่ยมซึ่งสอดคล้องกับรูปทรงของชิ้นส่วน ส่งผลให้มีความทนทานต่อความล้าที่สูงกว่าทางเลือกอื่นที่กลึงจากแท่ง จากนั้นช่องว่างที่ปลอมแปลงจะถูกตัดแต่ง ยิงทำลายเพื่อขจัดตะกรัน และส่งต่อไปยังขั้นตอนการตัดเฉือน สำหรับการผลิตยานยนต์ที่มีปริมาณมาก การตีขึ้นรูปเย็นของอุปกรณ์ปลายที่มีขนาดเล็กกว่าก็เป็นเรื่องปกติเช่นกัน การตีขึ้นรูปเย็นจะให้พิกัดความเผื่อของขนาดที่เข้มงวดมากขึ้น และได้ผิวสำเร็จที่ดีกว่าโดยตรงจากการตีขึ้นรูป ช่วยลดความต้องการในการตัดเฉือนที่ตามมา
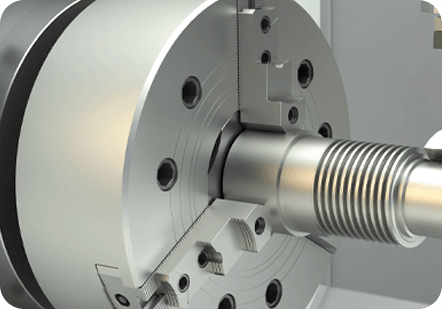
การกลึงที่แม่นยำจะกำหนดเส้นผ่านศูนย์กลางวิกฤติ พื้นผิวสมุดลูกปืน และลักษณะบ่าของเพลาขับ เครื่องกลึง CNC ตัดเฉือนเพลาระหว่างศูนย์กลาง (โดยใช้รูตรงกลางกราวด์ที่ปลายทั้งสองข้าง) เพื่อรักษาจุดรวมศูนย์ของเส้นผ่านศูนย์กลางที่กลึงทั้งหมด โดยทั่วไปแล้ว ความคลาดเคลื่อนของเจอร์นัลของแบริ่งจะพอดี h6 หรือ k6 — ซึ่งต้องการความแม่นยำของเส้นผ่านศูนย์กลางภายใน 10–20 ไมโครเมตร — ทำได้โดยการกลึงขั้นสุดท้ายตามด้วยการเจียรทรงกระบอก ส่วนที่เป็นร่องฟันเกิดขึ้นจากการกัดเฟือง การเจาะ หรือการกัด CNC ขึ้นอยู่กับรูปทรงและปริมาตรของร่องฟัน ร่องฟันภายนอกบนเพลาขับของยานยนต์โดยทั่วไปจะรีดเย็นมากกว่าการตัด การรีดเย็นจะแทนที่โลหะด้านนอกเพื่อสร้างฟันเฟือง ทำให้เกิดพื้นผิวแข็งจากการทำงานพร้อมแรงอัดที่เหลือจากแรงอัด ซึ่งช่วยยืดอายุความเมื่อยล้าได้อย่างมากเมื่อเทียบกับร่องฟันที่กลึงด้วยเครื่องจักร
สำหรับเพลาขับที่เป็นเหล็ก ท่อและแอกปลายหรือหน้าแปลนจะเชื่อมต่อกันโดยการเชื่อม โดยทั่วไปการเชื่อมด้วยแรงเสียดทาน (แบบหมุนหรือเชิงเส้น) หรือการเชื่อม MIG/MAG การเชื่อมแบบเสียดทานเป็นวิธีที่นิยมใช้ในการผลิตเพลาขับของยานยนต์ในปริมาณมาก เนื่องจากมีการเชื่อมที่มีคุณภาพสูงและสม่ำเสมอโดยสมบูรณ์ โดยปราศจากโลหะเติม ความพรุน หรือปัญหาโซนได้รับผลกระทบจากความร้อน (HAZ) ที่เกี่ยวข้องกับการเชื่อมแบบฟิวชัน ในกระบวนการเชื่อมด้วยแรงเสียดทาน ส่วนประกอบหนึ่งจะหมุนด้วยความเร็วสูง ในขณะที่อีกชิ้นหนึ่งจะยึดอยู่กับที่และกดทับในแนวแกน ความร้อนจากการเสียดสีจะทำให้วัสดุเชื่อมต่อเป็นพลาสติก และเมื่อการหมุนหยุดลง แรงหลอมตามแนวแกนจะรวมข้อต่อเข้าด้วยกัน ข้อต่อเพลาขับแบบเชื่อมด้วยแรงเสียดทานมีความแข็งแรง 90–100% ของความแข็งแรงของโลหะต้นกำเนิด และสามารถผลิตได้ที่รอบเวลา 15–30 วินาทีต่อข้อต่อ สำหรับเพลายานยนต์อุตสาหกรรมและเชิงพาณิชย์ที่มีปริมาณน้อย การเชื่อม MIG ด้วยการตรวจสอบความร้อนก่อนและหลังการเชื่อมที่เหมาะสมเป็นวิธีการเชื่อมมาตรฐาน
การอบชุบด้วยความร้อนหลังการตัดเฉือนและการเชื่อมจะพัฒนาคุณสมบัติทางกลที่จำเป็นในวัสดุเพลา การแข็งตัวตลอด (การชุบแข็งและการปรับอุณหภูมิ) ของเพลาเหล็กอัลลอยด์จะทำให้วัสดุมีความแข็งและความต้านทานแรงดึงตามที่ระบุ โดยทั่วไปคือ 28–35 HRC สำหรับเพลาอุตสาหกรรมทั่วไป และ 38–48 HRC สำหรับการใช้งานที่มีประสิทธิภาพสูง การชุบแข็งแบบเหนี่ยวนำถูกนำมาใช้อย่างกว้างขวางในการเพิ่มความแข็งให้กับเจอร์นัล ร่องฟัน และพื้นผิวการสึกหรออื่นๆ บนเพลาแบบเลือกสรร โดยไม่ทำให้ส่วนประกอบทั้งหมดแข็งตัว กระบวนการเหนี่ยวนำจะให้ความร้อนแก่โซนเฉพาะที่อย่างรวดเร็วมากโดยใช้การเหนี่ยวนำแม่เหล็กไฟฟ้า ตามด้วยการดับความเย็นทันที ทำให้เกิดชั้นผิวมาร์เทนซิติกแข็ง (โดยทั่วไปมีความลึก 1–3 มม.) พร้อมด้วยแกนกลางที่ไม่แข็งตัว โดยทั่วไปพื้นผิวชุบแข็งด้วยการเหนี่ยวนำจะมีค่าสูงถึง 55–62 HRC และมีความเค้นตกค้างจากแรงอัดที่เป็นประโยชน์ซึ่งช่วยเพิ่มความต้านทานต่อความเมื่อยล้า หลังจากการชุบแข็ง การอบคืนตัวที่อุณหภูมิต่ำที่ 150–200°C จะช่วยบรรเทาความเครียดในการดับโดยไม่ลดความแข็งลงอย่างมีนัยสำคัญ
การอบชุบด้วยความร้อนและการเชื่อมมักทำให้เกิดการบิดเบี้ยวของเพลาอยู่เสมอ การยืดจะดำเนินการบนเครื่องยืดผมแบบกดหรือระบบยืดผมที่ควบคุมโดย CNC ซึ่งจะวัดการเบี่ยงเบนของเพลาที่หลายจุด และใช้แรงดัดที่ควบคุมเพื่อให้เพลาอยู่ภายในพิกัดความเผื่อความตรงที่ระบุ โดยทั่วไปคือ 0.2–0.5 มม. การเบี่ยงเบนหนีศูนย์รวม (TIR) ตลอดความยาวเพลาทั้งหมดสำหรับการใช้งานในยานยนต์ และแน่นเท่ากับ 0.05 มม. TIR สำหรับเพลาอุตสาหกรรมที่มีความแม่นยำ การยืดจะต้องทำอย่างระมัดระวังเพื่อหลีกเลี่ยงไม่ให้เพลาได้รับแรงมากเกินไปหรือเกิดความเค้นตกค้างที่ทำให้เกิดการโค้งงออีกครั้งในการให้บริการ
การเจียระไนทรงกระบอกของเจอร์นัลแบริ่งและพื้นผิวการซีลช่วยเพิ่มขนาดให้กับพิกัดความเผื่อขั้นสุดท้าย และได้ผิวสำเร็จที่ต้องการ บันทึกแบริ่งบนเพลาอุตสาหกรรมที่มีความแม่นยำโดยทั่วไปจะมีการกราวด์ที่ Ra 0.4–0.8 µm และจัดไว้ให้มีความกลมภายใน 5 ไมโครเมตร การเจียรแบบไร้ศูนย์กลางใช้สำหรับหมุดที่ผ่านการชุบแข็งและเส้นผ่านศูนย์กลางเพลาเล็กลง ซึ่งการเจียรระหว่างศูนย์กลางทำไม่ได้ การใช้งานบางประเภทจำเป็นต้องมีการตกแต่งขั้นสูง (การขัดผิวหรือการขัดผิววารสารแบริ่งให้มี Ra ต่ำกว่า 0.1 µm) เพื่อลดแรงเสียดทานและการสึกหรอของตลับลูกปืน การขัดผิวด้วย shot peening ถูกนำมาใช้ในพื้นที่ที่วิกฤตต่อความล้า โดยเฉพาะที่รัศมีของเนื้อฟัน ร่อง spline runout และรอยเชื่อม เพื่อให้เกิดความเค้นตกค้างจากแรงอัดที่เป็นประโยชน์ ซึ่งช่วยยืดอายุความล้าได้ 20–50% เมื่อเทียบกับพื้นผิวที่ไม่ทำการขัดผิว

การปรับสมดุลแบบไดนามิกเป็นหนึ่งในการดำเนินการที่สำคัญที่สุดในการผลิตเพลาขับและเป็นหนึ่งในการดำเนินการที่เข้าใจผิดบ่อยที่สุด เพลาหมุนใดๆ มีการกระจายมวลรอบแกนหมุนของมัน และหากการกระจายมวลนั้นไม่สมมาตรอย่างสมบูรณ์ เพลาจะสร้างแรงเหวี่ยงขณะหมุนซึ่งทำให้เกิดการสั่นสะเทือน เสียง โหลดแบริ่ง และความเสียหายต่อความเมื่อยล้าในระบบขับเคลื่อนในที่สุด ยิ่งความเร็วในการทำงานสูงขึ้น ความสมดุลก็ยิ่งวิกฤตมากขึ้น แม้แต่มวลที่ไม่สมดุลเพียงเล็กน้อยก็ยังสร้างแรงเหวี่ยงหนีศูนย์ขนาดใหญ่ที่ RPM สูง
เพลาขับได้รับการปรับสมดุลบนเครื่องปรับสมดุลแบบไดนามิกที่หมุนเพลาและวัดแรงสั่นสะเทือนที่เกิดขึ้นในระนาบการแก้ไขสองระนาบพร้อมกัน เครื่องจะคำนวณขนาดและตำแหน่งเชิงมุมของความไม่สมดุลในแต่ละระนาบ และแสดงการแก้ไขที่จำเป็น การแก้ไขทำได้โดยการเพิ่มน้ำหนักสมดุล (โดยทั่วไปคือแคลมป์ขนาดเล็กหรือตัวทากแบบเชื่อม) การเจาะหรือการกัดวัสดุจากจุดที่มีน้ำหนักมาก หรือการเพิ่มดินเหนียวสำหรับการแก้ไขสำหรับการทดลองตั้งค่าเบื้องต้น โดยทั่วไปเพลาขับของยานยนต์จะมีความสมดุลตาม ISO 1940 เกรด G6.3 หรือดีกว่า ซึ่งหมายความว่าความไม่สมดุลจำเพาะที่เหลือจะน้อยกว่า 6.3 กรัม-มิลลิเมตรต่อกิโลกรัมของมวลเพลาต่อระนาบแก้ไข เพลาความเร็วสูงหรือแม่นยำมีความสมดุลที่ G2.5 หรือ G1.0 หลังจากปรับสมดุลแล้ว เพลาจะหมุนอีกครั้งเพื่อตรวจสอบว่าความไม่สมดุลที่ตกค้างอยู่ภายในข้อกำหนดก่อนที่จะผ่านการตรวจสอบขั้นสุดท้าย
ผู้ผลิตเพลาขับใช้กลยุทธ์การตรวจสอบคุณภาพแบบหลายชั้นที่รวมการตรวจสอบระหว่างกระบวนการในแต่ละขั้นตอนการผลิตเข้ากับการตรวจสอบขั้นสุดท้ายของการประกอบที่เสร็จสมบูรณ์ ตารางด้านล่างสรุปวิธีการตรวจสอบที่สำคัญที่ใช้ในการผลิตเพลาขับและสิ่งที่แต่ละวิธีตรวจสอบ:
| วิธีการตรวจสอบ | มันตรวจสอบอะไร | ใช้ขั้นตอนแล้ว |
| การตรวจสอบมิติ CMM | เส้นผ่านศูนย์กลาง ความยาว และคุณลักษณะของ GD&T ที่สำคัญทั้งหมด | หลังการตัดเฉือนขั้นสุดท้าย |
| การวัดความเบี่ยงเบนหนีศูนย์ (TIR) | ความตรงและศูนย์กลางของเพลา | หลังยืดผม ขั้นสุดท้าย |
| การทดสอบความแข็ง (ร็อคเวลล์) | ความแข็งของพื้นผิวและแกนกลางหลังการอบชุบด้วยความร้อน | การบำบัดหลังการให้ความร้อน |
| การตรวจสอบอนุภาคแม่เหล็ก (MPI) | รอยแตกที่พื้นผิวและใกล้พื้นผิว ข้อบกพร่องจากการเชื่อม | หลังการเชื่อม หลังการเจียร ขั้นสุดท้าย |
| การทดสอบอัลตราโซนิก (UT) | ข้อบกพร่องภายใน ความสมบูรณ์ของการเชื่อม ข้อบกพร่องของวัสดุ | หลังการเชื่อม การใช้งานที่สำคัญ |
| การทดสอบสมดุลแบบไดนามิก | ความไม่สมดุลที่ตกค้างในระนาบการแก้ไขสองระนาบ | หลังการประกอบขั้นสุดท้าย |
| การทดสอบความล้าแบบบิด | อายุเพลาภายใต้การโหลดแรงบิดแบบวนรอบ | การพัฒนาการตรวจสอบการผลิตเป็นระยะ |
| การวัดความหยาบผิว | Ra และ Rz ของวารสารแบริ่งและพื้นผิวซีล | หลังการเจียรขั้นสุดท้าย |
| การตรวจสอบโปรไฟล์ Spline | โปรไฟล์ฟันแบบสไปลน์ ระยะพิทช์ ระดับความพอดี และระดับความพอดี | การดำเนินการหลังร่องฟัน ขั้นสุดท้าย |
แม้ว่ากระบวนการผลิตหลักจะคล้ายกันในทุกการใช้งาน แต่การผลิตเพลาขับในรายละเอียดจะแตกต่างกันอย่างมาก ขึ้นอยู่กับอุตสาหกรรมและข้อกำหนดด้านประสิทธิภาพเฉพาะที่เกี่ยวข้อง
การผลิตเพลาขับรถยนต์นั่งส่วนบุคคลและรถบรรทุกขนาดเล็กมีลักษณะเฉพาะด้วยปริมาณมาก การควบคุมต้นทุนที่เข้มงวด และมาตรฐานคุณภาพ OEM ที่เข้มงวด สายการผลิตสำหรับเพลาประกอบยานยนต์มักจะใช้การเชื่อมเสียดสีแบบอัตโนมัติของแอกฟอร์จกับท่อเหล็ก DOM, เครื่องปรับสมดุล CNC ที่รวมอยู่ในสายการผลิต และการทดสอบปลายสายการผลิต 100% รวมถึงการตรวจสอบมิติ การตรวจสอบความสมบูรณ์ของการเชื่อม และการยืนยันความสมดุลแบบไดนามิก การประกอบข้อต่อความเร็วคงที่ (CV) สำหรับเพลาเพลาขับเคลื่อนล้อหน้าเกี่ยวข้องกับการเจียรรางลูกปืนอย่างแม่นยำ การรักษาความร้อนแบบควบคุมของการแข่งขันด้านในและด้านนอก และการประกอบในห้องสะอาดเพื่อป้องกันการปนเปื้อนของข้อต่อที่เติมจาระบี ผู้ผลิตเพลาขับในยานยนต์จะต้องปฏิบัติตามมาตรฐานการจัดการคุณภาพ IATF 16949 และส่ง PPAP (กระบวนการอนุมัติชิ้นส่วนการผลิต) ให้กับลูกค้า OEM ก่อนเปิดตัวการผลิต
การผลิตเพลาขับทางอุตสาหกรรมสำหรับกระปุกเกียร์ ปั๊ม คอมเพรสเซอร์ และเครื่องจักรกลหนัก มักเกี่ยวข้องกับปริมาณที่น้อยกว่า ขนาดเพลาที่ใหญ่ขึ้น และความหนาของส่วนที่หนักกว่างานยานยนต์ เพลามักจะถูกตัดเฉือนจากสต็อกแท่งตันแทนที่จะเป็นท่อ และการดำเนินการตัดเฉือนเกี่ยวข้องกับการตัดเฉือนหนักตามด้วยการกลึงกึ่งสำเร็จและขั้นสุดท้าย การเจียร และการเจาะหรือกัดร่องสลัก เพลาอุตสาหกรรมขนาดใหญ่จะถูกทำให้เป็นมาตรฐานหรืออบอ่อนก่อนการตัดเฉือนเพื่อลดความเครียดจากการตีหรือการรีด จากนั้นจึงดับและอบคืนสู่คุณสมบัติขั้นสุดท้าย โดยทั่วไปความครอบคลุมของการทดสอบแบบไม่ทำลายจะครอบคลุมมากกว่าบนเพลาอุตสาหกรรม — การตรวจสอบวัตถุดิบและการตรวจสอบอนุภาคแม่เหล็กของพื้นผิวสำเร็จรูปด้วยคลื่นอัลตราโซนิก 100% เป็นเรื่องปกติสำหรับการใช้งานที่สำคัญ เช่น เพลาเอาท์พุตของกระปุกเกียร์ในกังหันลมหรือระบบขับเคลื่อนทางทะเล
การผลิตเพลาขับด้านการบินและอวกาศ สำหรับโรเตอร์หางเฮลิคอปเตอร์ ระบบขับเคลื่อนอุปกรณ์เสริมของเครื่องบิน และระบบสั่งงาน ต้องการความแม่นยำสูงสุด การตรวจสอบย้อนกลับของวัสดุ และเอกสารกระบวนการสำหรับการใช้งานเพลาขับใดๆ โดยทั่วไปวัสดุจะเป็นเหล็กกล้าเกรดอากาศยาน 4340M (VAR — ถลุงอาร์คสุญญากาศ) โลหะผสมไททาเนียม (Ti-6Al-4V) หรือ CFRP ล็อตวัสดุทุกชิ้นสามารถตรวจสอบย้อนกลับไปยังใบรับรองการหลอมเหลวและบันทึกการทดสอบทางกล การดำเนินการตัดเฉือน การบำบัดความร้อน และการรักษาพื้นผิวทั้งหมดดำเนินการภายใต้การควบคุมและผ่านการรับรอง โดยมีบันทึกข้อมูลครบถ้วนตลอดอายุการใช้งานของเครื่องบิน การตรวจสอบ NDT รวมถึงการตรวจสอบการแทรกซึมของฟลูออเรสเซนต์ (FPI) ของพื้นผิวทั้งหมด การตรวจสอบการตีขึ้นรูปด้วยคลื่นเสียงความถี่สูง และการตรวจสอบมิติบน CMM พร้อมการสอบเทียบที่ตรวจสอบย้อนกลับได้ตามมาตรฐานระดับชาติ เพลาการบินและอวกาศสำเร็จรูปผ่านการทดสอบแรงบิดก่อนที่จะยอมรับ และเพลาที่มีความสำคัญต่อการบินอาจต้องมีการทดสอบการหมุนที่ความเร็วการทำงานเพื่อตรวจสอบความสมบูรณ์ของโครงสร้าง
การทำความเข้าใจโหมดความล้มเหลวที่พบบ่อยที่สุดในการผลิตเพลาขับช่วยให้ผู้ผลิตใช้มาตรการป้องกันที่ตรงเป้าหมายในขั้นตอนกระบวนการที่ถูกต้อง
กระบวนการผลิตเพลาขับที่มีระเบียบวินัย — พร้อมด้วยการควบคุมกระบวนการที่ชัดเจน การวัดผลระหว่างกระบวนการ และการทดสอบการตรวจสอบขั้นสุดท้าย — คือสิ่งที่แยกเพลาขับที่ส่งมอบบริการที่เชื่อถือได้เป็นระยะทางหลายร้อยพันกิโลเมตรอย่างเงียบๆ ออกจากเพลาขับที่ส่งคืนการรับประกัน การร้องเรียน NVH และความล้มเหลวในภาคสนาม การลงทุนในความสามารถของกระบวนการในแต่ละขั้นตอนการผลิตจะคุ้มค่ากว่าการค้นหาข้อบกพร่องในการตรวจสอบขั้นสุดท้ายหรือที่แย่กว่านั้นในภาคสนามเสมอ

เฟิงหลานนั่นเอง ผู้ผลิตชิ้นส่วนความแม่นยำทางไฟฟ้าในประเทศจีน, ผู้ผลิตชิ้นส่วนยานยนต์ที่มีความแม่นยำ และ ผู้จำหน่ายชิ้นส่วนอุตสาหกรรมที่มีความแม่นยำ. พันธมิตรที่เชื่อถือได้ของคุณในการผลิตชิ้นส่วนและส่วนประกอบตั้งแต่ปี 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, หมู่บ้าน Wei, เขต Xinbei, เมืองฉางโจว, จีน
Add: No.60, East Zhuanghe Road, Chunjiang Town, หมู่บ้าน Wei, เขต Xinbei, เมืองฉางโจว, จีน  ความเป็นส่วนตัว
ความเป็นส่วนตัว



 +86-13861233850
+86-13861233850  17-09-2025
17-09-2025 






